

Monofilamentinių juostelių priežastys ir prevencinės bei korekcinės priemonės
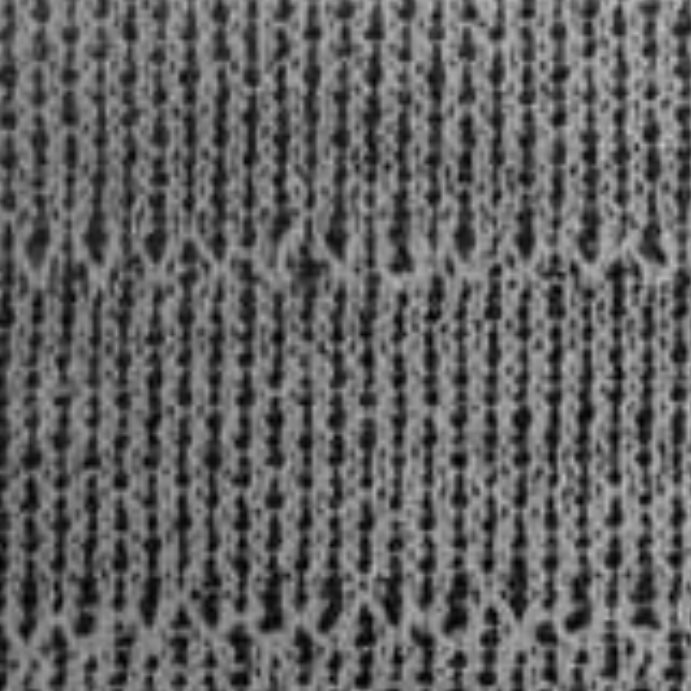
Monofilamentinės juostelės reiškia reiškinį, kai viena ar kelios audinio paviršiuje esančių vijų eilės yra per didelės, per mažos arba netolygiai išdėstytos, palyginti su kitomis vijų eilėmis. Faktinėje gamyboje dažniausiai pasitaiko žaliavų sukeltos monofilamentinės juostelės.
Priežastys
a. Prasta siūlų kokybė ir monofilamentų spalvų skirtumai, pavyzdžiui, sandariai susukti siūlai, cheminių pluoštų gijos su skirtingais partijos numeriais, nespalvoti siūlai arba mišrūs siūlai su skirtingu siūlų skaičiumi, tiesiogiai lemia monofilamentų horizontalių juostų susidarymą.
b. Verpalų vamzdelio dydis yra gana skirtingas arba pats siūlų pyragas turi išgaubtus pečius ir sulankstytus kraštus, todėl siūlų išvyniojimo įtempimas yra netolygus ir lengva gauti monofilamentines horizontalias juostas. Taip yra todėl, kad skirtingi siūlų vamzdelių dydžiai lemia skirtingus jų vyniojimo taškus ir išvyniojimo oro žiedų skersmenis, todėl neišvengiamai gana skiriasi ir išvyniojimo įtempimo kitimo dėsnis. Audimo proceso metu, kai įtempimo skirtumas pasiekia didžiausią vertę, lengva sukelti skirtingus siūlų padavimo kiekius, todėl ritės dydžiai yra nevienodi.
c. Naudojant porėtas ir itin smulkių denjė žaliavas apdorojimui, siūlų kelias turėtų būti kuo lygesnis. Jei siūlų kreiptuvas yra šiek tiek šiurkštus arba aliejinės dėmės sukietėjusios, labai lengva sulūžti keli žaliavos monofilamentai, taip pat atsiras monofilamento spalvos skirtumas. Palyginti su įprastų žaliavų apdorojimu, įrangai keliami griežtesni reikalavimai, be to, lengviau pagaminti monofilamento horizontalias juosteles gatavame audinyje.
d. Įrenginys netinkamai sureguliuotas.adatos prispaudimo kameratam tikroje vietoje yra per gilus arba per seklus, todėl siūlų įtempimas yra nenormalus, o susidariusių vijų dydis skiriasi.
Prevencinės ir korekcinės priemonės
a. Užtikrinti žaliavų kokybę, kuo daugiau naudoti žinomų prekių ženklų žaliavas ir griežtai reikalauti žaliavų dažymo ir fizinių rodiklių. Dažymo standartas yra didesnis nei 4,0, o fizinių rodiklių variacijos koeficientas turėtų būti mažas.
b. Apdorojimui geriausia naudoti fiksuoto svorio šilko pyragėlius. Fiksuoto svorio šilko pyragėliams rinkitės tokio paties apvijos skersmens šilko pyragėlius. Jei yra prastos išvaizdos formavimosi požymių, pvz., išgaubti pečiai ir sulinkę kraštai, juos reikia pašalinti ir naudoti. Dažymo ir apdailos metu geriausia dažyti mažus mėginius. Jei atsiranda horizontalių juostų, rinkitės nejautrias spalvas arba naudokite horizontalių juostų apdorojimo priemones, kad pašalintumėte arba sumažintumėte horizontalias juosteles.
c. Naudojant porėtas ir itin smulkių denjė žaliavas apdorojimui, reikia griežtai tikrinti žaliavų išvaizdą. Be to, geriausia išvalyti šilko kelią ir patikrinti, ar kiekviena vielos kreipiančioji struktūra yra lygi. Gamybos proceso metu stebėkite, ar ataudų laikymo įrenginyje nėra susivėlusių plaukelių. Jei tokių randama, nedelsdami sustabdykite mašiną, kad išsiaiškintumėte priežastį.
d. Įsitikinkite, kad kiekvieno tiekimo siūlo slėgio matuoklio trikampių gylis yra vienodas. Naudokite siūlų ilgio matavimo prietaisą, kad tiksliai sureguliuotumėte kiekvieno trikampio lenkimo padėtį, kad tiekimo kiekis būtų vienodas. Be to, patikrinkite, ar lenkimo siūlų trikampiai nėra susidėvėję. Lenkimo siūlų trikampių reguliavimas tiesiogiai veikia siūlų tiekimo įtempimo dydį, o siūlų tiekimo įtempimas tiesiogiai veikia suformuotų vijų dydį.
Išvada
1. Dėl žaliavos kokybės dažniausiai pasitaikantys monofilamentiniai horizontalūs dryžiai yra labiausiai paplitę apskrito mezgimo audinių gamyboje. Labai svarbu pasirinkti geros išvaizdos ir kokybės žaliavas.apskrito mezgimo mašinagamyba.
2. Labai svarbu kasdien prižiūrėti apskrito mezgimo mašiną. Ilgalaikio naudojimo metu kai kurių mašinos dalių susidėvėjimas padidina apskrito mezgimo mašinos adatos cilindro horizontalumo ir koncentriškumo nuokrypį, todėl labai tikėtina, kad atsiras horizontalių juostų.
3. Gamybos metu adatos prispaudimo kumštelio ir grimzdimo lanko reguliavimas nėra tinkamai sureguliuotas, todėl susidaro nenormalios vijos, padidėja siūlų padavimo įtempimo skirtumas ir skiriasi siūlų padavimo kiekis, todėl susidaro horizontalios juostelės.
4. Dėl ritės struktūros ypatybiųapskrito mezgimo audiniaiSkirtingų organizacijų audinių jautrumas horizontalioms juostelėms taip pat skiriasi. Apskritai horizontalių juostų tikimybė vienpločiuose audiniuose, tokiuose kaip prakaitiniai audiniai, yra gana didelė, o mašinų ir žaliavų reikalavimai taip pat yra gana dideli. Be to, horizontalių juostų tikimybė audiniuose, apdorotuose iš porėtų ir itin smulkių denjė žaliavų, taip pat yra gana didelė.
Įrašo laikas: 2024 m. birželio 7 d.